Low-volume benchtop plastic injection molding or vertical injection molding allows you to market, test and perfect your design without the need for high cost, multi-cavity production tooling. With a small footprint, simple set-up, and low-cost tooling our low-volume benchtop plastic injection molding machines are ideal for low-volume production speciality products in the medical, automotive, consumer products, and manufacturing industries. They are also utilized in thermoplastic testing, product development, ASTM test specimens, cable overmolding and more.
Benchtop Injection Molding Machines
Bridge Manufacturing with Benchtop Plastic Injection Molding
With a product design completed, many businesses struggle to make the investment and take the risk to move to full-scale production with multi-cavity molds. Benchtop plastic injection molding makes this transition easier and allows you to bridge the gap from prototype to production. With benchtop plastic injection molding you can produce your first market-ready products and make changes along the way as you perfect your concept.
Benchtop plastic injection molding offers engineers and business owners the following advantages:

Smaller footprint in your shop
Lower upfront costs
More affordable mold
Change mold and product design as needed
Test manufacturing process
Test colors and plastic blend
See What Mini Injection Molding Can Do For Your Business
Get the ultimate guide to low volume plastic injection molding
Beat Competitors to Market
Benchtop or vertical plastic injection molding machines allow you to move on business opportunities faster and beat your competitors to market. You won’t have to wait for multi-cavity molds to to be delivered to begin production. Your benchtop plastic injection molding machines can produce fully functional, market-ready products while your multi-cavity molds are being manufactured. In addition, your benchtop plastic injection molding supplements your multi-cavity injection molding machines when they do arrive, and prevents costly downtime if your other machines break down.
Benchtop plastic injection molding offers both established and emerging businesses a variety of advantages:
Attract investors with fully-functional, market-ready products.
Test your concept with your target market in a low-volume run.
Introduce your brand and concept first.
Build traction for your full-production run.
Back up full-production machines.
Want to speed up time to market or reduce risk involved with expensive injection molding tooling?
MPM Benchtop Plastic Injection Molding Machines Trusted by Businesses Nationwide
MPM benchtop plastic injection molding machines are ideal for bridge manufacturing, research and development, product testing, and low-volume production. A wide range of industries use our machines, including medical, automotive, consumer products, and more. With the ability to use the same plastic grade as a multi-cavity mold, engineers can test plastic blends and manufacturing optimization, marketers can test designs and colors, and your entire part or product can be optimized before full-volume production begins.






Find the Perfect Fit
At MPM, we make it easy to find the best benchtop plastic molding machine for your needs. We provide three different benchtop models, as well as standing models for higher production runs, so you can find the right fit. Choose from pneumatic or hydraulic power, screw displacement or plunger operation, and varying degrees of clamp force. If you aren’t sure which machine is ideal for your needs, we can help. Contact us for more information about any benchtop injection molding machine.
Models |
||||||
|
|
|

Model 60 |
|
|
|
| Pneumatic | X | |||||
| Hydraulic | X | X | X | X | X | |
| Electric | X | |||||
| Vertical Orientation | Clamp, Inject | Clamp, Inject | Clamp, Inject | Inject | Clamp, Inject | Clamp |
| Horizontal Orientation | Clamp | Inject | ||||
| Max Shot Size (oz) | 0.5-1.50, 3.0 | 0.5-1.50 | 1.0, 2.0, 4.0 | 1.0, 2.0 | 1.0, 2.0 | 1.0, 2.0 |
| Clamping Force (Tons) | 12.0, 16.0 | 12.0 | 12.0[1][2]; 18.0[4] | 10.0 | 10.0 | 12.5 |
| Injection Pressure (PSI) | 7,068-20,480 | 7,068-20,480 | 16,065[1]; 16,593[2]; 11,398[4] | 16,000^[1]; 27,040[2] | 16,065[1]; 16,593[2] | 16,065[1]; 16,593[2] |
| Screw Displacement (cubic in) | N/A | N/A | 1.8[1]; 3.98[2]; 7.2[4] | 1.8[1]; 3.98[2] | 1.8[1]; 3.98[2] | 1.8[1]; 3.98[2] |
| Plasticizing Capacity (lb/hr) | 10 | 10.0 | 17.5[1]; 18.5[2][4] | 28.0[1]; 45.0[2] | 28.0[1]; 45.0[2] | 28.0[1]; 45.0[2] |
| Max Heat (deg F, approx) | 625 | 625 | 700[1][2]; 650[4] | 700 | 700 | 700 |
| Barrel/Cylinder Heater Wattage (W) | 1050 | 1050 | 2100[1]; 2700[2][4] | 2400[1]; 3000[2] | 2400[1]; 3000[2] | 2400[1]; 3000[2] |
| Nozzle Heater Wattage (W) | 110, 150[3] | 110 | 110 | 110 | 110 | 110 |
| Recommended Molding Area (sq in) | 6.0; 8.0[3] | 6.0 | 6.0[1][2]; 9.0[4] | 5.0 | 5.0 | 6.25 |
| Standard Mold Size (WxLxH – in) | 2.13 x 7 x 3 | 2.13 x 7 x 3 | 2.13 x 7 x 3 | 8.0 x 6.0 x 8.0 | 8.0 x 8.0 x 6.5 | 8.0 x 6.0 x 6.5 |
| Max Mold Dimensions – (WxLxH – in) | Consult Factory | Consult Factory | 6.0 x 8.5 x 5.5 | 8.0 x 8.0 DME | 8.0 x 8.0 DME | 8.0 x 8.0 DME |
| Power Req | 10A | 30A | 30A | 40A | 40A | 40A |
| 115V | 230V (1/3 Phase) | 230V (1/3 Phase) | 230V (1/3 Ph), 480V | 230V (1/3 Ph), 480V | 230V (1/3 Ph), 480V | |
| Power Comsumption (Amps) | 10.0 | 15.0 | 19.5[1]; 22.15[2][4] | 30.1 | 26.7 | 26.7 |
| Overall Dimensions – WxLxH | TBD | TBD | TBD | TBD | TBD | TBD |
| [#] denotes shot specific specs | ||||||
| # denotes shot size | ||||||
| If [#] not specified spec applies to all | ||||||
Popular Options |
||||||
| C-Frame | X | X | X | X | X | |
| Mold Heat | X | X | X | X | X | X |
| Part Ejection | X | X | X | |||
Models 55/55P/55E |
||||||
| 55 – Econmical Siemens PLC/HMI controlled reciprocating screw, bench-top injection molding machine | ||||||
| 55P – Siemens PLC/HMI controlled with recipe management, proportional pressure control and linear potentiometer tracking of screw displacement | ||||||
| 55E – Siemens based servo injection molding machine with speed based injection profiling, recipe management and quiet operation | ||||||
 Model 45
Model 45 Model 50
Model 50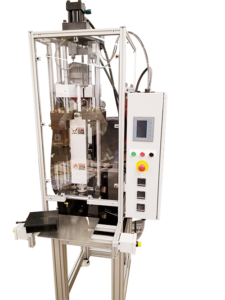 Model 55/55P/55E
Model 55/55P/55E Model 70
Model 70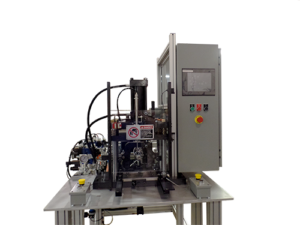 Model 75
Model 75